


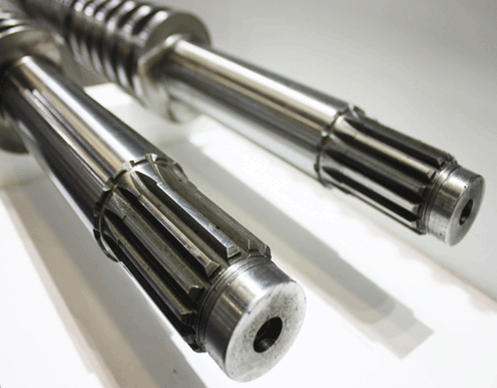
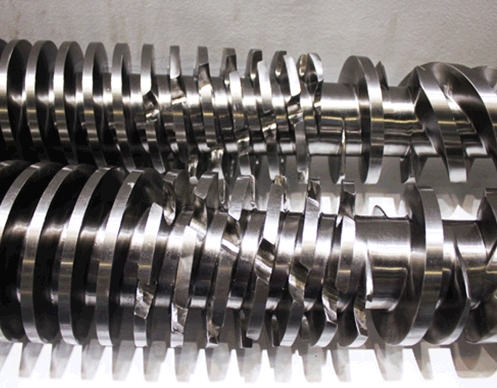
Due to the current fierce competition in the plastic pipe market, so that our extrusion equipment output and performance put forward higher requirements. The screw adopts the optimized composition of the separated screw and the mixing element. The barrel adopts the optimized design of the groove barrel and the extended feeding section. The combination of a split screw and a grooved cylinder gives the following advantages: The melting of the material is optimized to increase extrusion throughput. The material melt is extruded at a lower temperature. Through the isolation of the gap to determine the role of shearing, so that the material reached a good homogenization.
1 Materials and Processes
High-quality 38CrMoAIA (41CrAIMO7)
High-quality duplex stainless steel
Zinc 3 # steel
High-quality powder metallurgy materials
Cold, thermal spraying hard metal process
Advanced nitriding technology
Corrosion-resistant, wear-resistant bimetallic coating process
2 Technical Parameters
Modulation hardness:HB240~280
Nitriding hardness:HV850~1000
Nitriding depth:0.45~0.7mm
Nitriding brittleness:≤level 1
Surface roughness:Ra0.4
Screw straightness:0.015mm
Nitrided surface chrome plating hardness:≥900HV
Chrome plating thickness:0.05~0.10mm
Double alloy hardness:HRC58~67
Double alloy depth:0.8~2.0mm
3 Specifications
Φ45/90, Φ45/100, Φ50/105, Φ51/105, Φ55/110, Φ55/120,Φ58/124, Φ60/125, Φ65/120, Φ65/132, Φ68/143, Φ70/135,Φ70/140, Φ75/150, Φ80/143, Φ80/156, Φ92/188
The above is the standard specification, can be customized according to customer requirements; screw compression ratio can be designed according to different products and different formulations.
4 Substrate material
1) 38CrMoAlA(JIS SACM645)
2) 42CrMo(AISI 4140)
3) 4Cr5MoSi V1 (JIS SKD-61)
5 Treatment Process
Quenched and tempered, qualitative, nitriding treatment.

